
Nylon umożliwia tworzenie elementów o niezwykle cienkich ściankach - zaledwie 0,8mm zarówno w technologii SLS jak i w przypadku MJF. To właśnie ta precyzja sprawia, że druk 3D z Pa12 stał się kluczową technologią w projektowaniu skomplikowanych detali łączących różne funkcje.
W tym artykule pokażemy, jak skutecznie projektować detale z nylonu, które łączą zarówno kanały chłodzące, jak i funkcjonalne zawiasy.
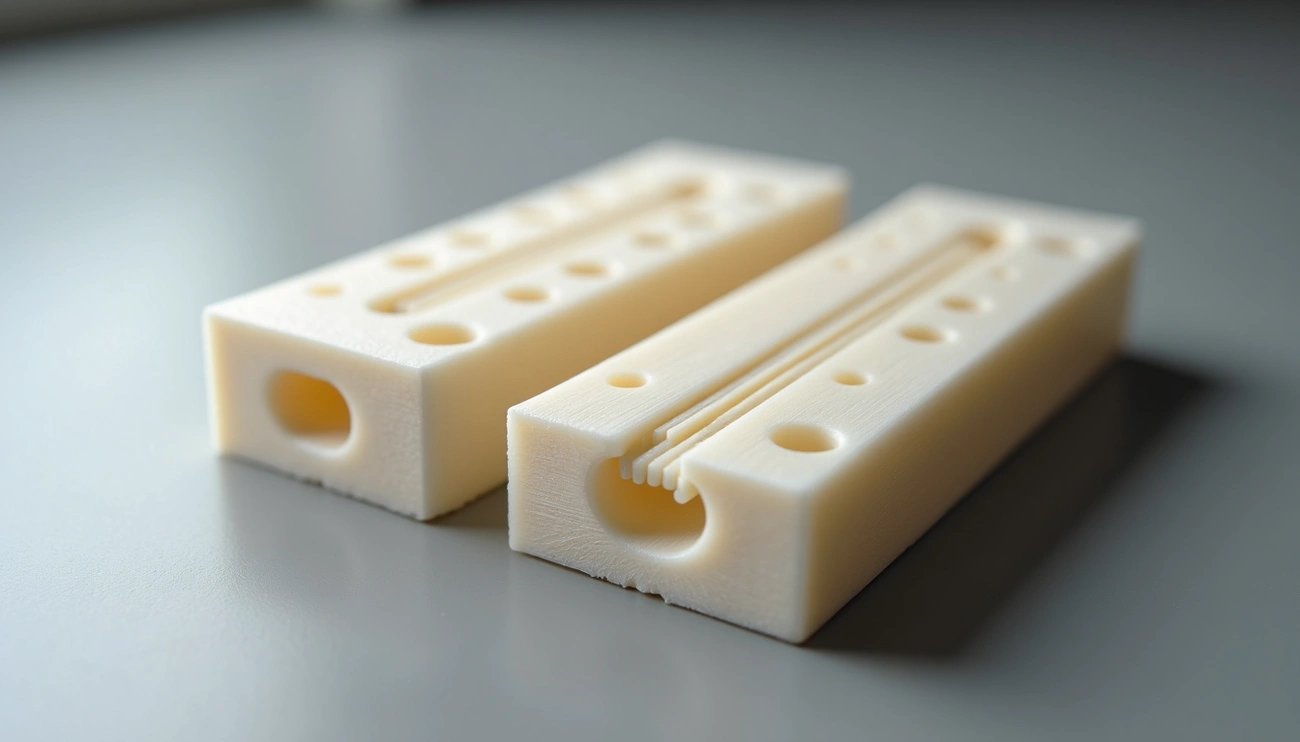
Podstawowe zasady projektowania detali z nylonu
")
Image Source: Printpool
Projektowanie detali z nylonu wymaga precyzyjnego podejścia do parametrów technicznych, szczególnie gdy łączymy różne funkcjonalności w jednym elemencie. Prawidłowe zastosowanie zasad projektowych zapewnia zarówno funkcjonalność, jak i trwałość końcowego produktu.
Minimalna grubość ścianek dla MJF i SLS
Wybierając technologię druku 3D z nylonu, musimy uwzględnić specyficzne wymagania dotyczące minimalnej grubości ścianek. Dla technologii Multi Jet Fusion (MJF) minimalna zalecana grubość ścianki wynosi 0,5 mm dla ścian zorientowanych w płaszczyźnie XY i 0,3 mm w przypadku zawiasów żywych. Z kolei w przypadku Selektywnego Spiekania Laserowego (SLS) minimalna grubość to 0,7 mm.
Należy pamiętać, że wartości te zmieniają się w zależności od rozmiaru i orientacji części:
Dla małych części (5×5 mm) zalecana grubość to około 1,0 mm
Dla dużych elementów (100×100 mm) optymalna grubość wzrasta do 2,0 mm
Aby zapewnić odpowiednią sztywność detali, w obu technologiach warto zwiększyć grubość ścianki do około 2 mm. Jeśli ściany modelu mają mniej niż 0,6 mm, konieczne jest dodanie konstrukcji wsporczej dla zachowania stabilności powierzchni.
Zalecenia dla kanałów, otworów i podcięć
Projektując kanały w detalach nylonowych, należy uwzględnić minimalną odległość między dwoma elementami, która powinna wynosić co najmniej 0,762 mm. Szczególnie istotne jest zapewnienie możliwości usunięcia niespieczonego proszku po zakończeniu druku.
Przede wszystkim każdy projekt powinien uwzględniać otwory ewakuacyjne, przez które można usunąć pozostały materiał. W przypadku wąskich kanałów skuteczną metodą jest zaprojektowanie paska lub łańcucha wewnątrz kanału, który po wydruku można wyciągnąć, usuwając większość niespieczonego materiału.
Dodatkowo dla części ze ścianami o grubości poniżej 3 mm, szczelina między częściami drukowanymi jako zespoły może wynosić zaledwie 0,3 mm, jednak dokładna wartość zależy od konkretnego projektu.
Wpływ tekstur i napisów na jakość druku
Tekstury na powierzchni wydruków nylonowych nie tylko wpływają na estetykę, ale również zwiększają funkcjonalność elementów. Odpowiednio zaprojektowana tekstura może poprawić przyczepność, zwiększyć aerodynamikę oraz wpłynąć na wrażenia dotykowe.
Należy jednak pamiętać, że podczas przetwarzania końcowego może dojść do utraty wypukłego tekstu i drobnych elementów kosmetycznych. Dlatego projektując napisy i oznaczenia na detalach, warto uwzględnić odpowiedni rozmiar i głębokość, by zapewnić ich czytelność po zakończeniu procesu produkcyjnego.
Tekstury można zaprojektować bezpośrednio w pliku CAD i drukować w 3D bez względu na poziom skomplikowania wzoru, co eliminuje potrzebę czasochłonnej obróbki detalu po produkcji.
Unikanie błędów przy projektowaniu kanałów chłodzących
")
Image Source: YouTube
Projektowanie skutecznych kanałów chłodzących w druku 3D z nylonu stanowi kluczowy element optymalizacji procesu produkcyjnego. Odpowiednio zaprojektowane kanały nie tylko poprawiają jakość końcowego detalu, ale również znacząco skracają czas jego wytwarzania.
Zasady dla kanałów przelotowych i zamkniętych
W tradycyjnym modelu produkcyjnym kanały chłodzące wykonuje się wiertarką lub frezarką, co znacznie ogranicza możliwości ich projektowania. Wiertłem nie można swobodnie "zakręcać", a wykonanie skomplikowanych kanałów jest trudne, kosztowne, a często niemożliwe. Jednak dzięki technologiom druku 3D możemy tworzyć konformalnie zakrzywione kanały chłodzące w miejscach niedostępnych dla tradycyjnych form wytwarzania.
Odpowiednio zaprojektowane kanały przelotowe powinny:
Znajdować się zaledwie kilka milimetrów od gniazda formującego
Umożliwiać przepływ cieczy chłodzącej tuż przy detalu
Być umieszczone w miejscach, gdzie chłodzenie jest najbardziej potrzebne
Właściwe chłodzenie może znacząco przyspieszyć proces produkcyjny - średnio o 20-30%, a w ekstremalnych przypadkach nawet o 60%. Jest to szczególnie istotne, ponieważ w cyklu wytwarzania detalu chłodzenie potrafi pochłaniać do 70% całego czasu.
Projektowanie otworów odpylających (min. 2x8mm)
Przede wszystkim każdy projekt z kanałami zamkniętymi musi uwzględniać otwory odpylające, przez które można usunąć niespiekany proszek. Minimalna rekomendowana wielkość takich otworów to 2x8mm, co zapewnia efektywne czyszczenie detalu po wydruku.
W przypadku wąskich kanałów skuteczną metodą jest zaprojektowanie paska lub łańcucha wewnątrz, który po zakończeniu druku można wyciągnąć, usuwając większość niespieczonego materiału.
Problemy z usuwaniem proszku i jak ich uniknąć
Usuwanie niespieczonego proszku (depowdering) to pierwsza, podstawowa czynność po zakończeniu procesu druku 3D. Operacja ta jest zwykle wykonywana ręcznie przy użyciu pędzli oraz urządzenia do obróbki strumieniowo-ściernej.
Ostrożne usunięcie nadmiaru proszku jest kluczowe dla zachowania szczegółów i jakości wydruku, zwłaszcza w przypadku cienkich ścianek o grubości poniżej 0,8 mm. Nieodpowiednie oczyszczenie kanałów może prowadzić do ich zablokowania, a w konsekwencji do nieprawidłowego działania systemu chłodzenia.
Ponadto dla części ze ścianami o grubości poniżej 3 mm należy pamiętać, że szczelina między elementami drukowanymi jako zespoły może wynosić nawet 0,3 mm.
Projektowanie zawiasów i zatrzasków w jednym detalu
")
Image Source: Fictiv
Jedną z największych zalet technologii druku 3D z nylonu jest możliwość łączenia elementów funkcjonalnych w jednej części, eliminując potrzebę montażu i skracając czas produkcji.
Wymagania dla zawiasów: grubość, promień, materiał
Tworzenie niezawodnych zawiasów polimerowych (tzw. żywych zawiasów) to sztuka balansu między geometrią a fizyką materiału. Aby taki element służył latami, a nie pękł przy pierwszej próbie zgięcia, kluczowe jest zrozumienie, jak materiał zachowuje się pod obciążeniem. Nylon jest tu bezapelacyjnym liderem – jego struktura pozwala na wielokrotne odkształcanie bez degradacji polimeru. Aby zawias działał poprawnie, musisz trzymać się konkretnych wymiarów:
Złoty wymiar przewężenia: W najcieńszym miejscu zawias powinien mieć dokładnie 0,3 mm. To optymalna grubość, która zapewnia elastyczność, a jednocześnie zachowuje integralność materiału.
Sztywność konstrukcji: Ścianki, które łączy zawias, muszą być solidne – minimum 1 mm grubości. Dzięki temu zgina się tylko sam zawias, a nie cała obudowa.
Swoboda ruchu: Zachowanie 0,3 mm odstępu między ruchomymi elementami zapobiega ich ocieraniu się i klinowaniu podczas pracy.
Geometria łuku: Zewnętrzna strona zawiasu powinna być dłuższa niż wewnętrzna. Taki zabieg sprawia, że naprężenia rozciągające rozkładają się na większej powierzchni, zamiast kumulować się w jednym punkcie.
Złe proporcje to najkrótsza droga do tzw. zmęczenia materiału. Jeśli zawias będzie za gruby, zamiast się zginać – pęknie. Jeśli będzie za krótki – siły rozciągające rozerwą strukturę nylonu.
Zasady projektowania zatrzasków: kąty, siła mocowania
Zatrzaski to ekonomiczny sposób łączenia elementów nylonowych. Podstawowe parametry projektowe to:
Kąt montażowy (α): optymalny zakres 35-40°
Kąt demontażu (β): określa łatwość rozłączania
Siła zatrzasku zależy od geometrii i materiału. Zbyt duża siła utrudni montaż, zbyt mała nie zapewni stabilnego połączenia. Zatrzask powinien najpierw prowadzić, następnie pozycjonować, a dopiero na końcu łączyć i zabezpieczać części.
Unikanie koncentracji naprężeń w punktach łączenia
Aby zwiększyć trwałość zawiasów i zatrzasków, należy unikać ostrych krawędzi w miejscach połączeń. Zaleca się dodanie promienia u podstawy wspornika zatrzasku, równego co najmniej połowie jego grubości. W belkach zatrzaskowych efektywnym rozwiązaniem jest zastosowanie przekroju stożkowego, który zapewnia równomierny rozkład naprężeń i zmniejsza siłę potrzebną do montażu.
Dla zwiększenia wytrzymałości warto zastosować żebra wzmacniające oraz zaokrąglić narożniki w miejscach koncentracji naprężeń. Technologie MJF i SLS umożliwiają tworzenie ruchomych zawiasów i zatrzasków w jednym procesie druku, bez potrzeby łączenia osobno drukowanych części.
Dobór materiału i orientacja druku dla złożonych geometrii
Wybór odpowiedniego materiału oraz właściwej orientacji druku ma zasadnicze znaczenie przy tworzeniu złożonych detali nylonowych zawierających zarówno kanały chłodzące, jak i elementy ruchome.
PA12 vs PA11: elastyczność i odporność zmęczeniowa
PA12 oraz PA11 to dwa najczęściej stosowane materiały w druku 3D z nylonu, jednakże różnią się one właściwościami. PA12 charakteryzuje się modułem sprężystości na poziomie 1,9 GPa, wysoką sztywnością oraz wyjątkową wytrzymałością nawet w niskich temperaturach. Ponadto cechuje go niska chłonność wilgoci oraz doskonała odporność na chemikalia, w tym oleje i paliwa.
Z kolei PA11 oferuje wydłużenie przy zerwaniu wynoszące 25-40%, co przekłada się na lepszą elastyczność i wyższą odporność na uderzenia. Jest również bardziej stabilny na działanie promieniowania UV, przez co idealnie sprawdza się w częściach z długotrwałymi elementami ruchomymi, takimi jak zawiasy.
Zalecenia dla orientacji druku w MJF
W technologii MJF orientacja detalu bezpośrednio wpływa na jego właściwości mechaniczne. Dla zatrzasków, gdzie krytyczna jest długość belki (L), zalecana jest orientacja na płaszczyźnie XY. Natomiast gdy kluczowa staje się szerokość zatrzasku (b), rekomendowana jest orientacja na płaszczyźnie XZ lub YZ.
Wpływ orientacji na jakość zawiasów i kanałów
Zawiasy drukowane w technologii MJF najlepiej funkcjonują, gdy są zorientowane zgodnie z osią Z, co pozwala na zachowanie warstwowej struktury zwiększającej elastyczność. Dla ciasnych zatrzasków kluczowa jest dokładność wymiarowa, dlatego umieszczenie ich na płaszczyźnie XY pozwala uzyskać najwyższą precyzję.
W przypadku kanałów, właściwa orientacja pomaga uniknąć problemów z usuwaniem proszku. Należy umieścić otwory odpylające w pozycji umożliwiającej grawitacyjne opróżnianie kanałów podczas postprocessingu, minimalizując ryzyko zablokowania wewnętrznych przestrzeni.
Wnioski
Podsumowując, druk 3D z nylonu oferuje wyjątkowe możliwości tworzenia złożonych detali łączących kanały chłodzące i zawiasy w jednym elemencie. Tolerancje wydruku na poziomie +/- 0,3 mm dla MJF i SLS pozwala projektować funkcjonalne części, które tradycyjnymi metodami byłyby niezwykle trudne do wykonania. Przede wszystkim właściwe zastosowanie zasad projektowych dotyczących minimalnej grubości ścianek, odpowiedniej orientacji druku oraz usuwania niespieczonego proszku decyduje o powodzeniu całego procesu.
Drukowanie kanałów chłodzących konformalnych znacząco skraca czas produkcji – nawet o 20-60% w porównaniu do tradycyjnych metod wytwarzania. Jednakże projektując takie kanały, należy zawsze uwzględniać otwory odpylające o minimalnym rozmiarze 2x8 mm, co zapobiega problemom z usuwaniem proszku po zakończeniu procesu druku.
Równie istotny jest dobór odpowiedniego materiału – PA11 zapewnia lepszą elastyczność i odporność na uderzenia, podczas gdy PA12 wyróżnia się sztywnością i odpornością chemiczną. Dzięki temu możemy precyzyjnie dostosować właściwości detalu do konkretnych zastosowań.
Finalnie, technologia MJF otwiera nowe możliwości w projektowaniu przemysłowym, pozwalając na tworzenie elementów o doskonałych parametrach mechanicznych przy jednoczesnej redukcji kosztów i czasu produkcji.
Warto pamiętać, że odpowiednia orientacja detalu podczas druku bezpośrednio wpływa na jego właściwości mechaniczne, szczególnie w przypadku zawiasów i zatrzasków. Stosując się do przedstawionych w artykule zasad, możemy w pełni wykorzystać potencjał druku 3D z nylonu, tworząc detale łączące różnorodne funkcjonalności bez kompromisów jakościowych.
Key Takeaways
Druk 3D z nylonu umożliwia tworzenie zaawansowanych detali łączących różne funkcjonalności w jednym elemencie, oferując precyzję i efektywność niedostępną w tradycyjnych metodach produkcji.
• Minimalna grubość ścianek: MJF wymaga 0,5 mm, SLS 0,7 mm • Otwory odpylające są kluczowe: Każdy kanał zamknięty musi mieć otwory min. 2x8 mm do usuwania niespieczonego proszku • Orientacja druku ma znaczenie: Zawiasy najlepiej drukować w osi Z, zatrzaski na płaszczyźnie XY dla maksymalnej precyzji • Wybór materiału wpływa na funkcjonalność: PA11 oferuje większą elastyczność, PA12 zapewnia wyższą sztywność i odporność chemiczną • Kanały chłodzące skracają produkcję: Konformalnie zakrzywione kanały mogą przyspieszyć proces nawet o 60% w porównaniu do tradycyjnych metod
Właściwe zastosowanie tych zasad pozwala w pełni wykorzystać potencjał technologii MJF i SLS, tworząc detale o doskonałych parametrach mechanicznych przy jednoczesnej redukcji kosztów i czasu produkcji.
FAQs
Q1. Jakie są zalety druku 3D z nylonu w porównaniu do tradycyjnych metod produkcji? Druk 3D z nylonu umożliwia tworzenie skomplikowanych detali z kanałami chłodzącymi i zawiasami w jednym elemencie, co jest trudne lub niemożliwe w tradycyjnych metodach. Pozwala na precyzyjne wykonanie cienkich ścianek (nawet 0,5 mm dla MJF) oraz konformalnych kanałów chłodzących, skracając czas produkcji nawet o 60%.
Q2. Jakie są minimalne grubości ścianek dla druku 3D z nylonu? Dla technologii Multi Jet Fusion (MJF) minimalna zalecana grubość ścianki wynosi 0,5 mm, a dla Selektywnego Spiekania Laserowego (SLS) - 0,7 mm. W przypadku zawiasów żywych można osiągnąć grubość nawet 0,3 mm.
Q3. Jak zaprojektować skuteczne kanały chłodzące w druku 3D z nylonu? Skuteczne kanały chłodzące powinny znajdować się blisko gniazda formującego, umożliwiać swobodny przepływ cieczy chłodzącej i być umieszczone w kluczowych miejscach. Konieczne jest zaprojektowanie otworów odpylających o minimalnym rozmiarze 2x8 mm dla efektywnego usuwania niespieczonego proszku.
Q4. Jakie są różnice między materiałami PA12 i PA11 w druku 3D? PA12 charakteryzuje się wyższą sztywnością i odpornością chemiczną, z modułem sprężystości około 1,9 GPa. PA11 oferuje lepszą elastyczność i odporność na uderzenia, z wydłużeniem przy zerwaniu 25-40%. PA11 jest bardziej odpowiedni do części z długotrwałymi elementami ruchomymi, jak zawiasy.
Q5. Jak orientacja druku wpływa na właściwości mechaniczne detali? Orientacja druku ma kluczowe znaczenie dla właściwości mechanicznych. Zawiasy najlepiej drukować zorientowane w osi Z dla zachowania warstwowej struktury zwiększającej elastyczność. Zatrzaski na płaszczyźnie XY zapewniają najwyższą precyzję wymiarową. Właściwa orientacja kanałów pomaga w efektywnym usuwaniu niespieczonego proszku.