
Druk 3d z metalu przeszedł drogę od eksperymentalnej technologii do sprawdzonego narzędzia produkcyjnego. Od 2007 roku, kiedy wszczepiono pierwszy drukowany w 3D implant biodrowy, technologia rozwinęła się na tyle, że dziesiąć lat później z powodzeniem wszczepiono pacjentom ponad 100 000 takich miseczek biodrowych. Jednocześnie przemysłowe maszyny DMLS i SLM kosztują od 200 000 EUR do znacznie ponad 1 mln EUR, co rodzi pytanie o rzeczywistą opłacalność inwestycji.
W tym artykule przeanalizujemy konkretnie, kiedy druk 3d z metalu cena się zwraca, jakie są realne ograniczenia technologii i w jakich zastosowaniach przynosi ona największe korzyści. Przedstawimy również szczegółową analizę kosztów operacyjnych i punkt rentowności dla różnych scenariuszy produkcyjnych.
Podstawy technologii DMLS i SLM w druku 3D z metalu

Image Source: LS Manufacturing
Czym różni się DMLS od SLM w praktyce
Terminy DMLS i SLM opisują niemal identyczne procesy, które wywodzą się z różnych ścieżek rozwoju i brandingowych. DMLS, nazwa spopularyzowana przez firmę EOS, teoretycznie odnosi się do spiekania cząstek metalu, podczas gdy SLM (Selective Laser Melting) dąży do całkowitego stopienia proszku metalowego. W praktyce jednak większość systemów przemysłowych DMLS osiąga pełne stopienie materiału. DMLS wykorzystuje się zazwyczaj ze stopami, gdzie proces spiekania pomaga dostosować się do różnych temperatur topnienia pierwiastków, natomiast SLM stosuje się do czystych metali jak aluminium czy tytan.
Proces produkcji warstwa po warstwie
Obie technologie należą do grupy powder bed fusion. Komora robocza jest najpierw wypełniana gazem obojętnym, na przykład argonem lub azotem, następnie podgrzewana do optymalnej temperatury. Cienka warstwa metalowego proszku, typowo 50 μm, jest rozprowadzana na platformie konstrukcyjnej. Laser o dużej mocy skanuje przekrój elementu, topiąc cząsteczki metalu i tworząc kolejną warstwę. Po zakończeniu skanowania platforma konstrukcyjna przesuwa się w dół o jedną grubość warstwy, a urządzenie do ponownego powlekania rozprowadza kolejną warstwę proszku. Proces ten zachodzi w atmosferze gazu obojętnego przy poziomach tlenu poniżej 1000 ppm, ponieważ materiały są niezwykle reaktywne w wysokich temperaturach.
Materiały metalowe dostępne w technologii
Proszki metalowe wytwarzane są poprzez atomizację, aby zapewnić sypkość i równomierne zachowanie podczas topienia. Dostępne materiały obejmują:
Materiał
Typowe zastosowania
Stopy tytanu (Ti-6Al-4V)
Lotnictwo, implanty medyczne
Stopy aluminium (AlSi10Mg)
Komponenty lekkie, motoryzacja
Stale nierdzewne (316L, 17-4PH)
Przemysł medyczny, motoryzacyjny
Inconel (625, 718)
Energetyka, przemysł petrochemiczny
Kobalt-chrom
Aplikacje dentystyczne, ortopedyczne
Cena proszków metalowych wynosi od 200 do 600 EUR za kilogram lub więcej.
Parametry techniczne i możliwości produkcyjne
Wysokość warstwy w druku 3d z metalu waha się od 20 do 50 mikronów i zależy od właściwości proszku metalowego. Typowe wymiary robocze wynoszą 250 x 150 x 150 mm, przy czym dostępne są większe maszyny do 500 x 280 x 360 mm. Dokładność wymiarowa wynosi około ±0,1 mm. Chropowatość powierzchni mieści się w zakresie 8-10 μm Ra, a porowatość wewnętrzna części wynosi mniej niż 0,2-0,5%.
Kiedy druk 3D z metalu się opłaca: Konkretne przypadki zastosowań
Produkcja małoseryjna i prototypowanie
W produkcji małoseryjnej druk 3d z metalu eliminuje koszty oprzyrządowania. Dla partii 25 sztuk tradycyjna produkcja może kosztować około 12 000 USD, podczas gdy druk 3D obniża to do 3 600 USD. Dzięki temu technologia sprawdza się w prototypowaniu, gdzie przejście od projektu CAD do metalowego prototypu zajmuje dzień zamiast tygodni. Firmy redukują koszty prototypowania nawet o 70%, skracając cykle iteracyjne z tygodni do dni.
Złożone geometrie niemożliwe do wykonania tradycyjnie
Technologia umożliwia wytwarzanie struktur kratownicowych, kanałów wewnętrznych i geometrii organicznych niedostępnych dla frezowania CNC. W przypadku form wtryskowych druk 3D pozwala stworzyć kanały chłodzenia konformalnego, skracając czas cyklu o 30-50%. Wkładki do form z takim chłodzeniem zapewniają równomierny rozkład temperatur, wydłużając żywotność formy i poprawiając jakość wyrobów.
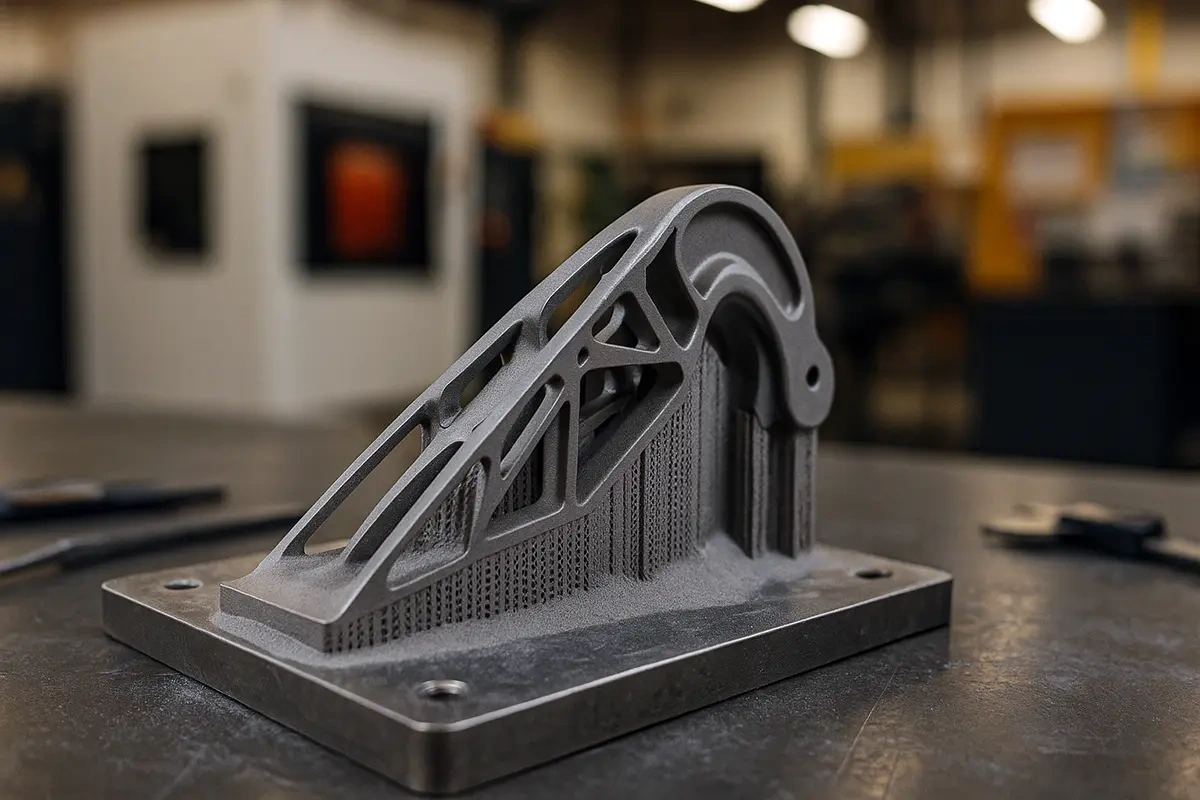
Optymalizacja topologiczna i redukcja wagi
Optymalizacja topologiczna analizuje naprężenia działające na konstrukcję i usuwa zbędny materiał. Wspornik zawiasu gondoli Airbusa A320 zoptymalizowany tą metodą waży 326 g zamiast oryginalnych 918 g, co daje redukcję masy o 64%. Ponadto emisja CO2 zmniejszyła się o 40%, a zużycie materiału o 25% w porównaniu z odlewaniem. Boeing wykorzystał już ponad 60 000 części drukowanych w 3D.
Branże korzystające z technologii: lotnictwo, medycyna, motoryzacja
W lotnictwie druk 3D produkuje wsporniki, elementy turbin i części konstrukcyjne o masie niższej o 25%. GE wytwarza 19 dysz paliwowych z tytanu dla silników LEAP, które są pięciokrotnie trwalsze i lżejsze o 25%. W medycynie technologia umożliwia produkcję implantów dopasowanych do anatomii pacjenta. W motoryzacji służy do wytwarzania komponentów o skomplikowanych geometriach i wymienników ciepła.
Skrócenie czasu wprowadzenia produktu na rynek
Druk 3D z metalu skraca typowy czas produkcji z 8-12 tygodni do 1-2 tygodni, co stanowi redukcję około 90%. Lokalna produkcja eliminuje opóźnienia transportowe i celne, umożliwiając wytwarzanie części zamiennych w ciągu dni zamiast miesięcy.
Rzeczywiste ograniczenia druku 3D z metalu

Image Source: Jeol USA
Ograniczenia wymiarowe komory roboczej
Standardowe maszyny DMLS oferują przestrzeń roboczą 250 x 250 x 325 mm, choć dostępne są większe systemy do 500 x 280 x 360 mm. Części przekraczające te wymiary wymagają dzielenia na segmenty lub przejścia na droższe maszyny wielkoformatowe.
Konieczność stosowania struktur wsporczych
Podpory wykonane z tego samego materiału co część są niezbędne dla powierzchni pod kątem przekraczającym 45° od płaszczyzny roboczej. Ze względu na wysokie temperatury przetwarzania, brak podpór prowadzi do wypaczenia i zniekształceń. Usuwanie podporów wymaga narzędzi tnących i jest czasochłonne, a powierzchnie wymagają dodatkowego wykończenia.
Wymagania dotyczące obróbki końcowej
Obróbka końcowa stanowi 40-60% całkowitych kosztów części. Proces obejmuje odprężanie termiczne, usuwanie podpór, piaskowanie oraz obróbkę CNC powierzchni funkcyjnych. W zastosowaniach konstrukcyjnych obróbka cieplna jest obowiązkowa dla ustabilizowania wymiarów i zapobiegania uszkodzeniom zmęczeniowym.
Chropowatość powierzchni i tolerancje wymiarowe
Powierzchnia wydruku osiąga chropowatość Ra 6.3-12.5 µm, niewystarczającą dla powierzchni uszczelniających. Tolerancje wymiarowe wynoszą ±0.1-0.2 mm, przy czym duże części wykazują gorsze dokładności ze względu na naprężenia termiczne.
Porowatość materiału i wytrzymałość zmęczeniowa
Gęstość materiału wynosi 95-99.5%, a porowatość wewnętrzna może obniżać wytrzymałość zmęczeniową nawet o 50% w porównaniu z materiałem kutym. Defekty redukują granicę zmęczenia z 377 MPa do 152 MPa.
Ograniczenia w produkcji masowej
Druk 3D z metalu nie konkuruje z tradycyjną produkcją przy dużych wolumenach. Brak korzyści skali sprawia, że koszt jednostkowy pozostaje stabilny niezależnie od wielkości serii.
Druk 3D z metalu cena: Analiza kosztów i opłacalności
Koszt maszyn przemysłowych DMLS/SLM
Inwestycja w przemysłową drukarkę 3D do metalu rozpoczyna się od około 300 000 PLN za podstawowe modele. Zaawansowane systemy SLM i DMLS wahają się od 200 000 EUR do znacznie ponad 1 mln EUR, w zależności od rozmiaru, liczby laserów i funkcji automatyzacji. Cena odzwierciedla kosztowne komponenty: głowice laserowe, precyzyjne systemy sterujące oraz konstrukcję tworzącą próżnię i pompującą gaz techniczny do komory roboczej.
Cena proszków metalowych za kilogram
Koszt proszku metalowego stanowi najdroższą zmienną w druku 3d z metalu. Stal nierdzewna 316L kosztuje 200-400 PLN/kg, aluminium AlSi10Mg 300-700 PLN/kg, a tytan Ti6Al4V osiąga 800-1500 PLN/kg. Stopy specjalne przekraczają 2000 PLN/kg. Proszki metali o wysokiej wydajności, jak superstopy niklu, wahają się od 350-700 EUR/kg.
Koszty operacyjne: gaz obojętny, energia, konserwacja
Koszty eksploatacyjne obejmują zużycie gazu obojętnego, konserwację i wykwalifikowaną siłę roboczą. Maszyny do metalu generują koszty energetyczne rzędu 120-360 PLN za dobę pracy. System DMLS/SLM może pobierać 15-30 kW podczas budowy, co przy 120-godzinnym cyklu daje 1800-3600 kWh. Roczny budżet eksploatacyjny wynosi 10-15% wartości urządzenia.
Koszty obróbki końcowej i przetwarzania
Większość wydruków metalowych wymaga etapów wykańczania, które zwiększają całkowity koszt. Obróbka końcowa stanowi 30-50% całkowitych kosztów produkcji w zastosowaniach przemysłowych. Proces obejmuje odprężanie termiczne (2058-2470 PLN za partię), usuwanie części z płyty (823-1235 PLN) oraz obróbkę cieplną (2058-8233 PLN).
Porównanie z tradycyjnymi metodami produkcji
Przy prostych elementach frezowanie CNC pozostaje tańsze. Skrajny przypadek pokazuje frezowanie detalu z aluminium w cenie 2-3 tysiące PLN versus wydruk 3D tego samego elementu za ponad 20 tysięcy PLN. Natomiast przy złożonych geometriach druk 3d z metalu cena się zwraca. Tradycyjna produkcja wymaga kosztownego oprzyrządowania, długiego czasu realizacji i konsolidacji części.
Punkt rentowności: od jakiej ilości się opłaca
Punkt rentowności dla druku 3D versus tradycyjnej produkcji zależy od złożoności części. Analiza aPriori wykazała, że produkcja 30 wsporników przez DMLS jest o 33% tańsza, a punkt rentowności wynosi 60 jednostek. Przy porównaniu MJF z wtryskiem, punkt rentowności osiągnięto przy 1025 jednostkach. Druk 3D nie przynosi korzyści skali, więc koszt jednostkowy pozostaje stabilny niezależnie od wielkości serii.
Wnioski
W skrócie, druk 3D z metalu to technologia o precyzyjnie określonych granicach rentowności. Przeanalizowaliśmy konkretne przypadki, gdzie eliminacja kosztów oprzyrządowania i możliwość tworzenia złożonych geometrii przeważają nad wysokimi inwestycjami początkowymi. Przede wszystkim musimy pamiętać, że punkt rentowności zależy od konkretnego zastosowania. Zachęcam do szczegółowej analizy własnych potrzeb produkcyjnych, wykorzystując przedstawione dane kosztowe jako punkt wyjścia do kalkulacji opłacalności w waszej branży. Jeżeli jesteś zainteresowany zrealizowaniem druku z metalu, ale nie wiesz jak się za to zabrać - napisz do nas.
Key Takeaways
Druk 3D z metalu to technologia o precyzyjnie określonych granicach rentowności, która sprawdza się w konkretnych zastosowaniach, ale ma również wyraźne ograniczenia techniczne i ekonomiczne.
• Druk 3D z metalu opłaca się przy małych seriach (do 60 sztuk) i złożonych geometriach niemożliwych do wykonania tradycyjnie
• Koszty są wysokie: maszyny 200 tys.-1 mln EUR, proszki 200-1500 PLN/kg, obróbka końcowa to 40-60% całkowitych kosztów
• Technologia redukuje wagę części o 25-64% i skraca czas produkcji z 8-12 tygodni do 1-2 tygodni
• Główne ograniczenia to wymiary komory roboczej (250x250x325 mm), chropowatość powierzchni (Ra 6.3-12.5 µm) i tolerancje ±0.1-0.2 mm
• Punkt rentowności versus tradycyjna produkcja osiągany jest przy 30-1025 sztukach w zależności od złożoności części
Druk 3D z metalu nie konkuruje z produkcją masową, ale rewolucjonizuje prototypowanie, małe serie i komponenty o skomplikowanych geometriach w lotnictwie, medycynie i motoryzacji.
FAQs
Q1. Jaka jest różnica między technologią DMLS a SLM w druku 3D z metalu? W praktyce DMLS i SLM to niemal identyczne procesy. DMLS teoretycznie odnosi się do spiekania cząstek metalu i stosuje się go głównie do stopów, gdzie różne temperatury topnienia pierwiastków wymagają dostosowania procesu. SLM dąży do całkowitego stopienia proszku i wykorzystuje się go do czystych metali jak aluminium czy tytan. Większość współczesnych systemów przemysłowych DMLS osiąga jednak pełne stopienie materiału.
Q2. Ile kosztuje druk 3D z metalu i kiedy się opłaca? Maszyny przemysłowe kosztują od 200 000 EUR do ponad 1 mln EUR, a proszki metalowe od 200 do 1500 PLN/kg. Technologia opłaca się przy małych seriach do 60 sztuk i złożonych geometriach. Punkt rentowności w porównaniu z tradycyjną produkcją osiągany jest przy 30-1025 sztukach, w zależności od złożoności części. Przy prostych elementach frezowanie CNC pozostaje tańsze.
Q3. Jakie są główne ograniczenia druku 3D z metalu? Kluczowe ograniczenia to wymiary komory roboczej (standardowo 250x250x325 mm), konieczność stosowania struktur wsporczych dla powierzchni pod kątem powyżej 45°, oraz wysoka chropowatość powierzchni (Ra 6.3-12.5 µm). Tolerancje wymiarowe wynoszą ±0.1-0.2 mm, a obróbka końcowa stanowi 40-60% całkowitych kosztów. Porowatość materiału może obniżać wytrzymałość zmęczeniową nawet o 50%.
Q4. Jakie materiały metalowe są dostępne w druku 3D? Dostępne są stopy tytanu (Ti-6Al-4V) do zastosowań lotniczych i medycznych, stopy aluminium (AlSi10Mg) do komponentów lekkich, stale nierdzewne (316L, 17-4PH), Inconel (625, 718) do energetyki oraz kobalt-chrom do aplikacji dentystycznych. Proszki metalowe wytwarzane są poprzez atomizację, aby zapewnić równomierne zachowanie podczas topienia.
Q5. W jakich branżach druk 3D z metalu przynosi największe korzyści? Technologia rewolucjonizuje lotnictwo (redukcja masy o 25-64%, Boeing używa ponad 60 000 części drukowanych), medycynę (implanty dopasowane do anatomii pacjenta, ponad 100 000 wszczepień miseczek biodrowych), oraz motoryzację (komponenty o złożonych geometriach). Skraca czas produkcji z 8-12 tygodni do 1-2 tygodni i umożliwia optymalizację topologiczną niemożliwą w tradycyjnych metodach.